Machin redi net pa endiksyon pou atelye tretman chalè, tanperaj apre pwosesis trempe pou ba asye, billet fè
deskripsyon pwodwi
Men yon deskripsyon pwosesis la:
1. Austenitizing:
Yo chofe asye a nan yon tanperati espesifik (souvan anviwon 1500°F oswa 815°C) kote li transfòme an austenit, yon faz fè ki reziste tanperati ki wo.
2. Trempe:
Asye chofe a refwadi rapidman, anjeneral nan lwil, dlo, oswa gaz, pou transfòme austenit la an martensit, yon estrikti ki trè di men frajil.
3. Tanperaj:
Apre sa, yo chofe asye ki te trempe a ankò nan yon tanperati ki pi ba pou diminye estrès entèn yo epi ogmante rezistans li. Etap sa a pèmèt tou ajiste nivo dite ki nesesè a.
Machin redi net endiksyon Hongye a travay pou pwosesis sa yo, atravè pwosesis redi net la, pati metal yo vin pi solid epi yo diminye frajilite yo, sa ki fè yo pi bon pou pwosesis koupe a.
Dimansyon aplikasyon an
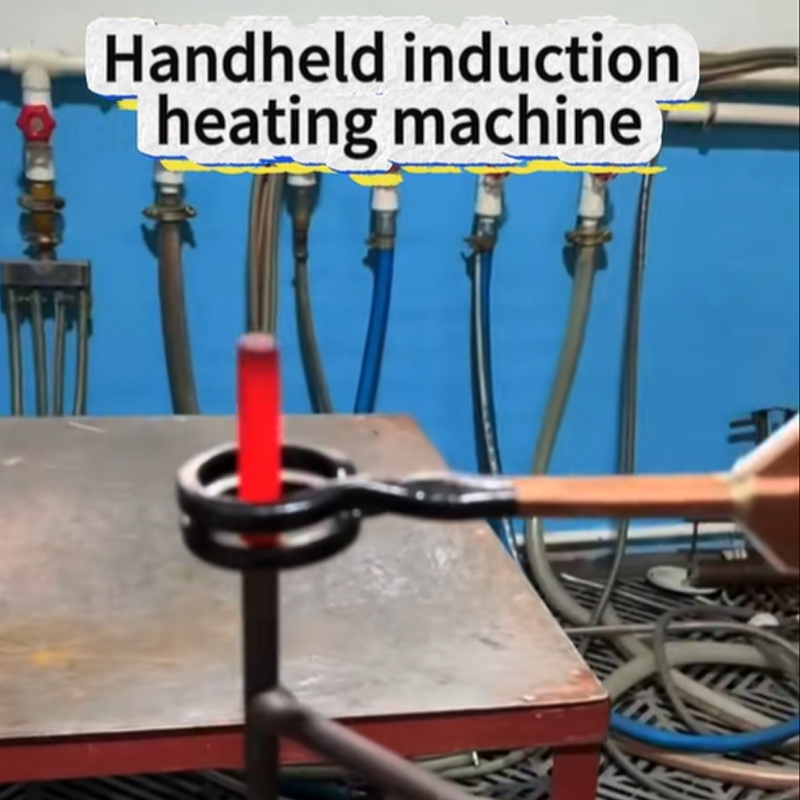
Machin sa a pou fè tretman chalè san endiksyon fèt pou atelye tretman chalè pou fè pwosesis tretman ak tanperaj presi sou ba asye ak billet fè. Li aplike chofaj endiksyon kontwole pou yon tretman inifòm, epi li swiv pa yon sistèm tanperaj entegre pou optimize pwopriyete materyèl yo. Ekipman an asire yon pwofondè dite konsistan pandan l ap minimize deformation, sa ki fè li ideyal pou konpozan otomobil, ba rebar konstriksyon, ak pyès metal endistriyèl ki bezwen yon rezistans mete ak yon entegrite estriktirèl amelyore. Operasyon otomatik li anfòm ak liy pwodiksyon gwo volim kote kalite tretman chalè repetitif la enpòtan anpil. Sistèm nan akomode divès dimansyon pyès travay la epi li ka Customized pou egzijans alyaj espesifik.
Konfigirasyon ak Pèfòmans
Machin pou fè trempe net pa endiksyon an prezante yon konfigirasyon solid ki gen ladan yon ekipman pou pouvwa wo frekans (50-500 kHz), bobin endiksyon presizyon ak yon pant reglabl, yon sistèm espre pou trempe entegre, ak yon inite tanperaman kontwole pa PLC. Ankadreman asye trempe li a sipòte pyès ki rive jiska 12m longè ak 150mm dyamèt, ak vitès avanse otomatik 0.1-3m/min.
Metrik pèfòmans yo enkli chofaj rapid a 850-950°C nan kèk segonn, rive nan yon pwofondè inifòm ka 1-15mm (±0.2mm tolerans) ak yon dite sifas jiska 62 HRC. Etap tanperaman ki vin apre a opere a 150-650°C ak yon estabilite ±5°C, diminye frajilite pandan y ap kenbe 90-95% nan dite inisyal la. Efikasite enèji rive nan 85% grasa konsepsyon pouvwa rejeneratif, trete 2-8 tòn/èdtan ak yon to distòsyon ≤0.1%.
Piromèt IR an tan reyèl ak aparèy pou teste dite entegre asire konsistans kalite, pandan ke koòdone HMI a pèmèt predefinisyon paramèt pou plis pase 200 klas asye ki gen ladan AISI 1045, 4140, ak fè duktil. Sistèm nan konfòm ak Nòm sekirite ISO yo, ki gen ladan konpozan ki refwadi ak dlo ak arè ijans. Chajman robotik opsyonèl ak anrejistreman done Endistri 4.0 disponib pou entegrasyon faktori entelijan.
Espesifikasyon teknik
1. Gam pouvwa ak frekans:
Antre pouvwa elektrik: 380V 3-faz (50/60Hz) ak pouvwa pwodiksyon reglabl soti nan 3kW rive nan 120kW.
Opsyon frekans: Mwayen (1-10kHz), Wo (20-100kHz), oswa Ultra wo (100-500kHz) pou kontwòl pwofondè presi.
2. Konpatibilite pyès travay la:
Tretman ba asye (Φ0.1mm–150mm dyamèt) ak billet fè jiska 12m longè.
Sipòte materyèl ki gen ladan asye kabòn, asye alyaj, asye pur, ak fè duktil.
3. Kontwòl tanperati:
Trempe: Chofaj rapid a 850–950°C (±5°C) avèk refwadisman dlo/espre.
Revenu: Ranje pwogramasyon 150–650°C (±3°C) apre-trempe.
4. Otomatizasyon ak Presizyon:
Vitès avanse kontwole pa PLC (0.1–3m/min) ak pozisyonman CNC (presizyon 0.1mm).
Piromèt IR an tan reyèl ak entegrasyon tès dite.
5. Sètifikasyon ak Sekirite:
Konfòm ak CE, ISO, RoHS ak plizyè pwoteksyon (surkouran/vòltaj, mank dlo).
Konsepsyon ekonomize enèji (jiska 70% rediksyon pouvwa konpare ak metòd tradisyonèl yo)
6. Karakteristik opsyonèl:
Chajman/dechajman robotik oswa anrejistreman done Endistri 4.0.
Desen bobin personnalisable pou jeyometri konplèks
Senaryo aplikasyon yo: